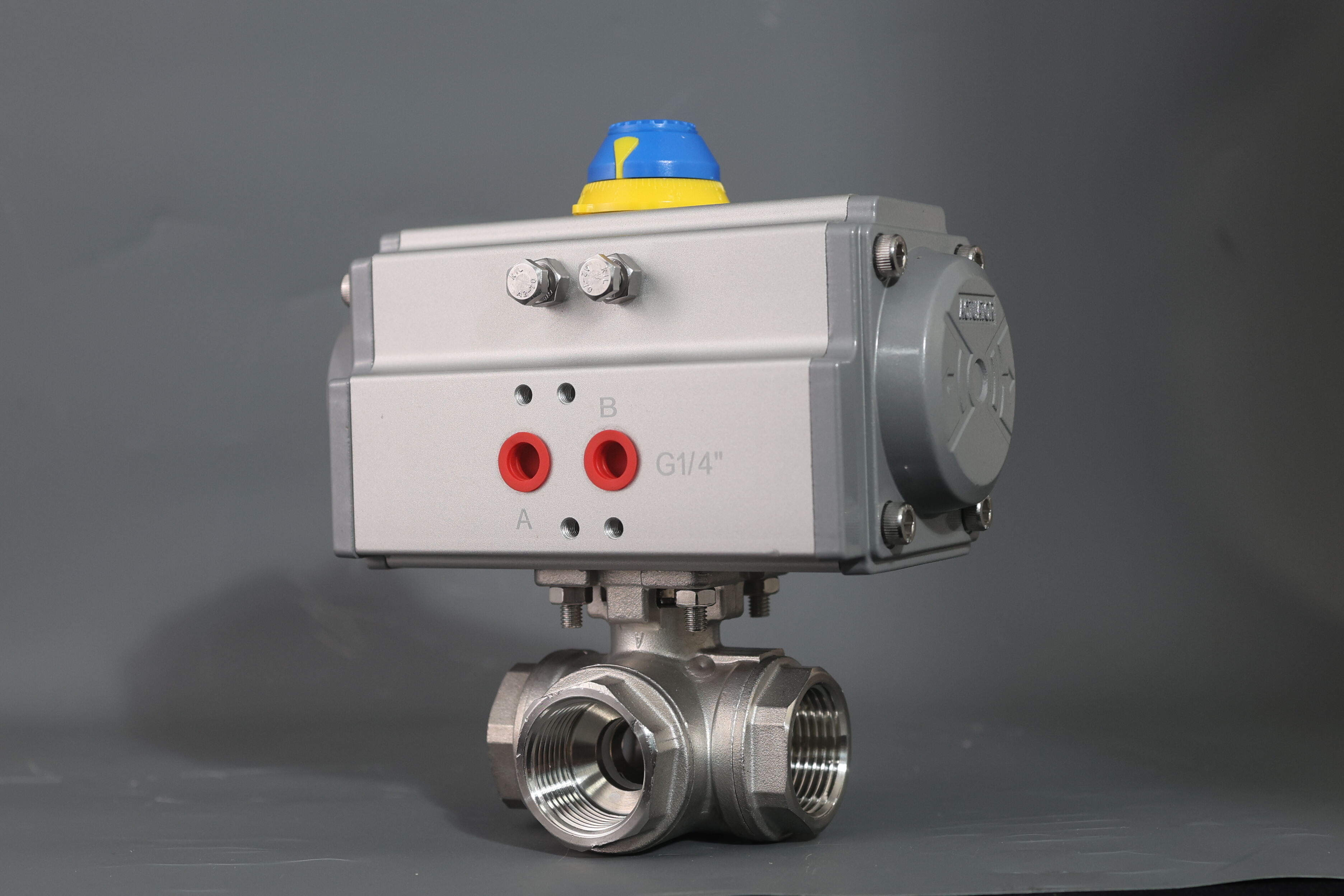
new automated ball valve
The new automated ball valve represents a significant advancement in fluid control technology, offering precision control and reliable operation for various industrial applications. This innovative valve system combines robust mechanical design with smart automation features, enabling seamless integration into modern industrial processes. The valve's core mechanism utilizes a spherical disc that rotates on its axis, providing quick quarter-turn operation for efficient flow control. Enhanced with advanced electronic controls, it offers real-time monitoring capabilities and remote operation functionality, making it ideal for both manual and automated systems. The valve's construction incorporates high-grade materials resistant to corrosion and wear, ensuring long-term durability in demanding environments. Its design includes self-adjusting seals and advanced bearing systems that minimize maintenance requirements while maximizing operational reliability. The automated control system features programmable settings for pressure, flow rate, and timing parameters, allowing for precise customization according to specific application needs. Compatible with various industry-standard communication protocols, the valve seamlessly integrates into existing control systems, offering both standalone operation and networked functionality. This versatility makes it suitable for applications ranging from water treatment and chemical processing to power generation and manufacturing processes.