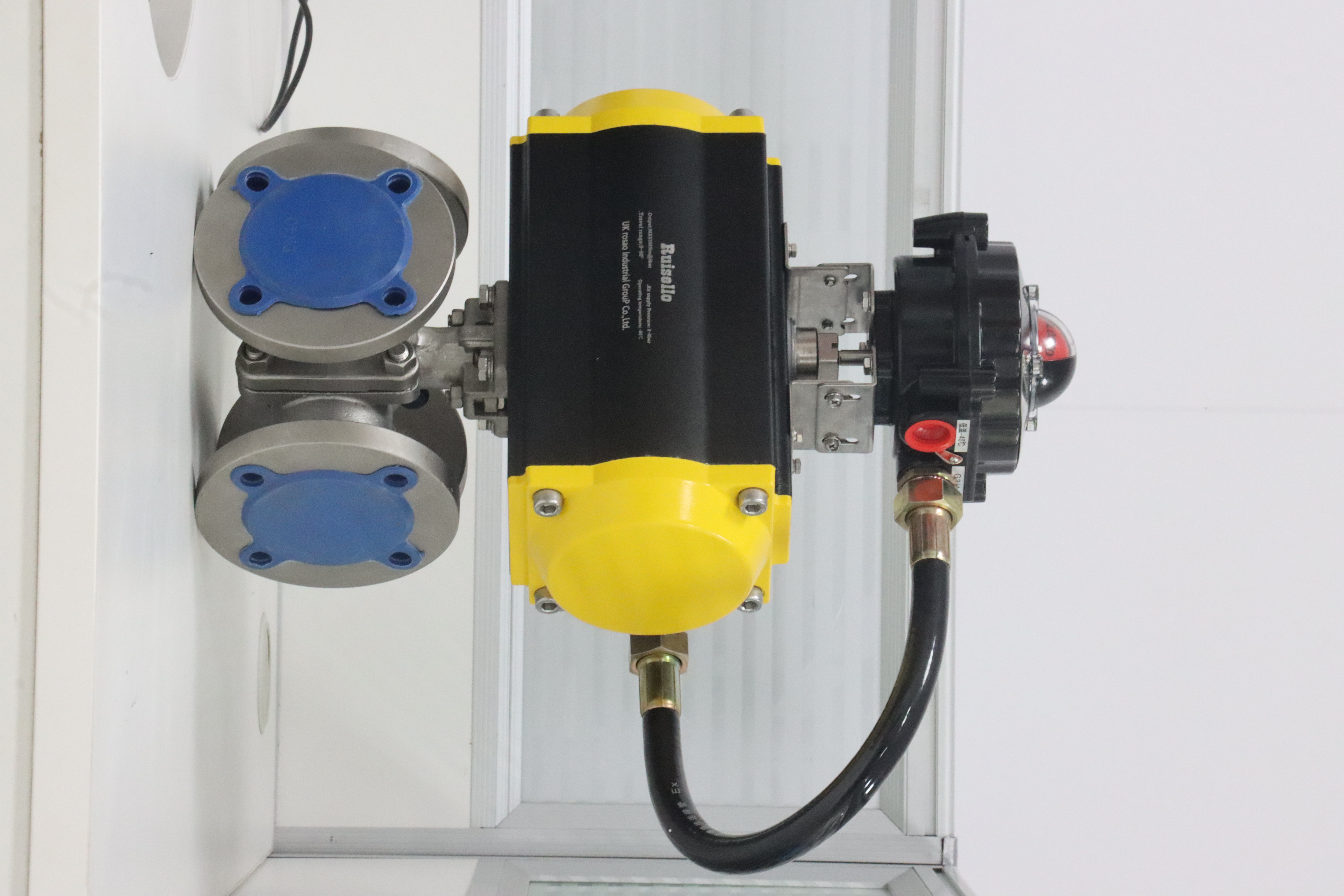
automated ball valve
An automated ball valve represents a sophisticated fusion of mechanical engineering and automation technology, designed to provide precise control over fluid flow in various industrial applications. This innovative valve system combines the robust construction of traditional ball valves with advanced automation capabilities, enabling remote operation and monitoring. At its core, the device consists of a spherical disc mounted within the valve body, which rotates to control fluid flow. The automation aspect is achieved through electric, pneumatic, or hydraulic actuators that deliver precise positioning of the ball element. These systems typically incorporate position sensors, limit switches, and digital controls that enable integration with modern industrial control systems. The valve's design allows for excellent shut-off capabilities, minimal pressure drop, and reliable operation across a wide range of temperatures and pressures. Modern automated ball valves often feature advanced diagnostics capabilities, allowing for predictive maintenance and real-time monitoring of valve performance. Their versatility makes them ideal for applications in oil and gas, chemical processing, water treatment, power generation, and various other industrial sectors where reliable flow control is essential.