Autor: Zespół inżynierów ds. zaworów Shanghai Xiazhao
Opublikowano: 7 maja 2026 r.
Kategoria: Przemysłowe systemy parowe, technologia zaworów, optymalizacja procesów
Aby w pełni zrozumieć wydajność pary przegrzanej oraz systemy redukcji ciśnienia z desuperheatingiem, inżynierowie przemysłowi muszą wyraźnie odróżniać parę nasyconą od pary przegrzanej. Te dwa typy pary charakteryzują się różnymi cechami termodynamicznymi, zachowaniami podczas wymiany ciepła oraz scenariuszami zastosowań przemysłowych. W tym rozdziale wyjaśniono ich definicje, sposób obliczania entalpii cieplnej oraz istotne różnice mające znaczenie dla lepszego projektowania systemów pary.
Para nasycona to para utrzymująca dynamiczną równowagę z fazą ciekłej wody. W zamkniętym pojemniku szybkość parowania wody ciekłej jest równa szybkości skraplania cząsteczek pary. Jej temperatura i ciśnienie pozostają w jednoznacznej zależności wzajemnej, co oznacza, że pomiędzy ciśnieniem a temperaturą istnieje tylko jedna niezależna zmienna.
Główne cechy pary nasyconej:
• Łatwo ulega skraplaniu podczas transportu w rurociągach;
• Utrata ciepła powoduje powstawanie kropelek wody i wilgotnej pary;
• Zawiera drobne kropelki cieczy w rzeczywistych warunkach pracy;
• Stopień suchości pary bezpośrednio określa jakość pary.
Parę przegraną uzyskuje się przez ciągłe podgrzewanie suchej pary nasyconej przy stałym ciśnieniu. Jej temperatura jest wyraźnie wyższa niż temperatura nasycenia odpowiadająca jej ciśnieniu roboczemu. W przeciwieństwie do pary nasyconej, do jednoznacznego określenia stanu termodynamicznego pary przegrzanej wymagane są dwa niezależne parametry (ciśnienie i temperatura).
Główne cechy pary przegrzanej:
• Brak kropelek cieczy – para całkowicie sucha;
• Niższa gęstość i niższy współczynnik przenikania ciepła;
• Brak ryzyka uderzenia wodnego podczas eksploatacji rurociągów;
• Stabilne właściwości fizyczne pozwalające na transport na duże odległości.
2. Obliczanie entalpii ciepła pary
Energia pary definiowana jest jako całkowita zawartość ciepła, która jest szeroko stosowana w obliczeniach termicznych, doborze zaworów oraz obliczeniach ilości wody do zraszania pary przegrzanej. Poniżej przedstawiono wzór na całkowite ciepło:
• Q: Całkowite ciepło pary (kJ lub MJ);
• m: Masa przepływającej pary (kg lub t);
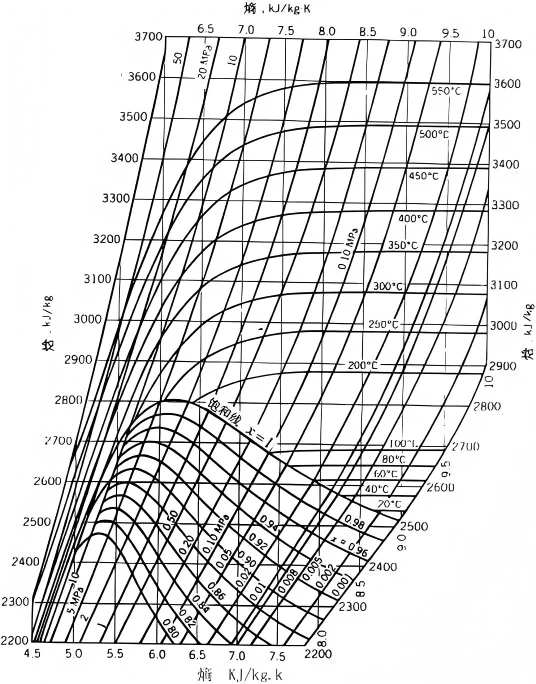
• h: Entalpia właściwa pary (kJ/kg), odczytana z termodynamicznych tablic pary.
Entalpia właściwa składa się z dwóch części: ciepła jawnego i ciepła utajonego:
• Entalpia cieczy (h_f): Ciepło jawne potrzebne do ogrzania wody od 0 °C do temperatury wrzenia;
• Entalpia parowania (h_fg): Ciepło utajone zużyte podczas przemiany wrzącej wody w parę.
3. Główne różnice między parą nasyconą a przegrzaną
W przemysłowych sieciach rurociągów pary przegrzana jest preferowana do transportu, podczas gdy para nasycona jest powszechnie stosowana do ogrzewania procesowego.
• Para przegrzana do transportu: niska gęstość, niskie straty ciepła, brak kondensacji podczas długodystansowej dostawy, co skutecznie zmniejsza straty w rurociągach i zapobiega gromadzeniu się wody.
• Para nasycona do zastosowań procesowych: zawiera wysoką ciepło ukryte, doskonałą wydajność wymiany ciepła, nadaje się do wymienników ciepła, reaktorów oraz konwencjonalnych urządzeń grzewczych.
Z powodu niezgodności parametrów pomiędzy wysokotemperaturową parą przegrzaną a niskotemperaturowym sprzętem procesowym urządzenia obniżające temperaturę i ciśnienie stają się niezbędne do przekształcenia pary przegrzanej w odpowiednią parę nasyconą lub prawie nasyconą do celów procesowych.
1. Doskonała wydajność i stabilność wymiany ciepła
• 100-procentowa suchość (brak wody w stanie ciekłym) zapewnia stałe współczynniki przenikania ciepła, eliminując osadzanie się zanieczyszczeń oraz korozję na powierzchniach wymienników ciepła.
• Zapewnia stabilną wydajność cieplną nawet w długich rurociągach, w przeciwieństwie do pary nasyconej, która ulega skraplaniu i traci wydajność.
• Idealna dla procesów wysokotemperaturowych wymagających precyzyjnego i jednorodnego ogrzewania bez zanieczyszczenia wilgocią.
2. Minimalne straty podczas przesyłu
• Niska lepkość i doskonałe właściwości przepływu zmniejszają straty spowodowane tarciem w rurociągach.
• Obsługuje bardzo wysokie prędkości przepływu (do 100 m/s) (w porównaniu do 20–40 m/s dla pary nasyconej), co umożliwia zastosowanie mniejszych średnic rur i obniża koszty infrastruktury.
• Znacznie mniejsze straty ciepła podczas transportu czynią parę nadgrzaną idealną do długodystansowego rozprowadzania w dużych kompleksach przemysłowych.
• Wyższa entalpia (całkowita zawartość energii) przekształca się bardziej wydajnie w pracę mechaniczną w turbinach, pompach parowych oraz innych maszynach energetycznych.
• Jest kluczowa dla elektrowni: nadgrzanie zwiększa sprawność cyklu Rankine’a, zwiększając produkcję energii elektrycznej przy jednoczesnym zmniejszeniu zużycia paliwa.
• Zapewnia lepszą wydajność w układach napędowych pracujących pod dużym obciążeniem, zwiększając ogólną produktywność zakładu.
4. Eliminacja ryzyka uderzenia wodnego
• Brak wody w postaci ciekłej zapobiega powstawaniu szkodliwego uderzenia wodnego (udaru hydraulicznego) w rurach, zaworach i urządzeniach.
• Chroni integralność systemu, zmniejsza konieczność konserwacji oraz wydłuża czas eksploatacji elementów rurociągów.
• Zapewnia stabilną i bezpieczną pracę — szczególnie istotną w przemysłowych sieciach wysokociśnieniowych.
1. Niedopasowanie parametrów do większości urządzeń procesowych
• Para przegrzana wytwarzana w kotłach działa często w ekstremalnych warunkach (np. 4,0 MPa, 400 °C).
• Większość wymienników ciepła, reaktorów oraz jednostkowych nagrzewnic jest zaprojektowana do pracy przy parametrach niskich lub średnich (np. 0,8 MPa, 170 °C).
• Bezpośrednie wykorzystanie powoduje nadciśnienie/przepięcie temperaturowe, co wiąże się z ryzykiem uszkodzenia sprzętu lub incydentów bezpieczeństwa.
2. Przyspieszone zużycie sprzętu
• Wysoka temperatura i ciśnienie powodują intensywną erozję, korozję oraz naprężenia termiczne w rurach, zaworach i innych elementach.
• Wymaga użycia drogich materiałów stopowych (np. 12Cr1MoV) zamiast standardowej stali węglowej.
• Skraca czas eksploatacji, zwiększa częstotliwość konserwacji oraz podnosi koszty eksploatacji.
3. Znaczna strata energii
• Bezpośrednie wtryskiwanie do urządzeń o niskich parametrach powoduje marnowanie nadmiaru przegrzania jako nieużytej ciepła (poprzez promieniowanie lub odprowadzanie spalin).
• Obniża ogólną sprawność cieplną i zwiększa koszty paliwa/energii.
• Nieefektywność termodynamiczna: zastosowanie energii wysokiej jakości do zadań niskiej jakości.
4. Złożone wyzwania związane z kontrolą i stabilnością
• Silna wzajemna zależność ciśnienia i temperatury utrudnia regulację.
• Fluktuacje obciążenia kotła bezpośrednio zakłócają jakość pary, powodując niestabilne temperatury procesowe oraz niestałą jakość produktu.
• Wymaga zaawansowanych systemów sterowania w celu zapewnienia stabilnych warunków na etapie końcowym.
Rozwiązanie podstawowe: technologia obniżania temperatury i redukcji ciśnienia (DS/PR)
Aby rozwiązać ograniczenia pary przegrzanej, zachowując jednocześnie jej korzyści, systemy przemysłowe wykorzystują stacje obniżania temperatury i redukcji ciśnienia (DS/PR) – kluczowy interfejs między wysokoparametrowym wyjściem kotła a parą gotową do zastosowania w procesie.
System wykonuje dwie funkcje synchroniczne:
1. Redukcja ciśnienia: Dławienie pary o wysokim ciśnieniu do docelowego ciśnienia roboczego.
2. Ochładzanie pary przegrzanej: Rozpylanie zdeminalizowanej wody w celu pochłonięcia nadmiaru ciepła i obniżenia temperatury do poziomu nieco powyżej temperatury nasycenia.
1. Proces redukcji ciśnienia
• Zastosowanie zaworów regulacyjnych (jedno- lub wielostopniowych) do dławienia pary, przekształcających energię ciśnienia w energię prędkości (oraz kontrolowaną stratę ciepła).
• Jednostopniowy: dla spadków ciśnienia ≤ 2,0 MPa.
• Wielostopniowy (2–3 stopnie): dla ΔP > 2,0 MPa, przy czym ciśnienie na każdym stopniu ogranicza się do 1,0–1,5 MPa, aby uniknąć nadmiernej prędkości przepływu, erozji oraz hałasu.
• Zapewnia stabilne ciśnienie wyjściowe w zakresie ±5% wartości zadanej.
2. Proces ochładzania pary przegrzanej (wtrysk wody)
• Standard przemysłowy: wtrysk rozpylonej wody (najbardziej wydajna i ekonomiczna metoda).
• Wysokociśnieniowa woda zdeminalizowana/kondensat jest rozpylany jako drobne krople (<50 μm) do strumienia pary.
• Krople natychmiast parują, pochłaniając dużą ilość ciepła i obniżając temperaturę pary.
• Kluczowe: końcowa temperatura musi być utrzymywana na poziomie 10–20 °C powyżej temperatury nasycenia, aby zagwarantować suchość ≥98 % oraz zapobiec przenoszeniu kropelek wody.
Przewodnik inżynierski dotyczący doboru i obliczeń
Poprawne zaprojektowanie systemu DS/PR wymaga dokładnych obliczeń termochemicznych. Poniżej przedstawiono kompleksową metodologię stosowaną przez firmę Xiazhao Valve w projektach przemysłowych.
Parametry wstępnego doboru (wymagane do potwierdzenia)
• Wejście (przegrzana): P₁ (MPa bezwzględne), T₁ (°C), przepływ Q (t/h)
• Wyjście (procesowe): P₂ (MPa bezwzględne), T₂ (°C)
• Woda chłodząca: temperatura t (zwykle 20–30 °C)
• Marginesy projektowe: przepływ +10–15 %; regulacja ciśnienia/temperatury ±5–10 %
Krok 1: Dobór wymiarów dla redukcji ciśnienia
A. Spadek ciśnienia i dobór liczby stopni
• ΔP ≤ 2,0 MPa: zawór jednostopniowy
• ΔP > 2,0 MPa: zawór wielostopniowy (2–3 stopnie)
B. Sprawdzenie prędkości przepływu
• Przed redukcją: 20–40 m/s
v = (Q × 1000 / 3600 × ρ × A) = Q / (3,6 × ρ × π(d / 2)²)
Gdzie:
• Q = t/h, d = średnica rurociągu (m), ρ = gęstość pary (kg/m³), v = prędkość przepływu (m/s)
• Wybierz średnicę nominalną (DN) zgodną z przewodem
• Upewnij się, że przepustowość Cv/Kv spełnia wymagania maksymalnego przepływu wraz z zapasem
Krok 2: Obliczenie ilości wody do odparowania nadmiaru ciepła
Na podstawie bilansu entalpii:
Q×h₁+G×hω=(Q+G)×h₂
Po przekształceniu:
G=Q*\frac{h_1−h_2}{h_2−h_w}
• Q = przepływ pary na wlocie (kg/h)
• h₁ = entalpia na wlocie (kJ/kg, z tabel pary)
• h₂ = entalpia na wylocie (kJ/kg, z tabel pary)
• G = natężenie dopływu wody (kg/h)
• h_w = entalpia wody ≈ 4,2 × t (kJ/kg)
• P₁ = 4,0 MPa, T₁ = 400 °C, Q = 20 t/h
• P₂ = 0,8 MPa, T₂ = 170 °C
• t = 25 °C → h_w ≈ 105 kJ/kg
• Z tabel: h₁ = 3214,5 kJ/kg; h₂ = 2792,2 kJ/kg
G = 20 000 × (3214,5 − 2792,2) / (2792,2 − 105) ≈ 3280 kg/h
Z zapasem 10 %: natężenie dopływu wynosi 3,6 t/h
• Rozpylanie: średnica kropelek ≤ 50 μm
• Materiał: stal nierdzewna 304/316SS zapewniająca odporność na korozję
• Stosunek zakresu regulacji (turndown ratio): ≥ 4:1 dla zmienności obciążenia
• Ilość/rozmiar dobrane do wartości G oraz zapasu bezpieczeństwa
Kluczowe wytyczne dotyczące doboru i eksploatacji
1. Bezpieczeństwo ciśnieniowe: Ustawić P₂ o 0,05–0,1 MPa wyższe niż dopuszczalne ciśnienie urządzenia, aby zagwarantować skuteczną dostawę.
2. Unikanie pary mokrej: Utrzymać temperaturę T₂ o 10–20 °C powyżej temperatury nasycenia przy ciśnieniu P₂; stopień suchości ≥ 98 %.
3. Elastyczność wobec obciążenia: Zaprojektować system na zmienność przepływu ±10 %.
4. Jakość wody: Używać wody zdeminalizowanej lub kondensatu; zainstalować filtrację w celu zapobiegania zatykaniu się dysz.
5. Zgodność materiałów: Dla temperatury T = 350 °C stosować stal 12Cr1MoV; zawory – stopy odpornościowe na wysokie temperatury.
Dlaczego warto współpracować z Shanghai Xiazhao Valve?
Specjalizujemy się w dostosowanych rozwiązaniach inżynieryjnych do obniżania temperatury i redukcji ciśnienia pary przegrzanej dla międzynarodowych klientów przemysłowych:
• Projekt dostosowany do konkretnych zastosowań w energetyce, przemyśle petrochemicznym, rafineriach oraz przemyśle produkcyjnym
• Wysokowydajne zawory sterujące oraz wielostopniowe wkłady regulacyjne do ekstremalnych warunków pary przegrzanej
• Precyzyjne systemy atomizacji zapewniające stabilną, suchą parę na wyjściu
• Pełne obliczenia termodynamiczne oraz doboru wymiarów zgodnie ze standardami IAPWS-IF97
• Zgodność materiałów na skalę globalną: ASME, API, ANSI, GOST
• Wsparcie w całym cyklu życia: inżynieria, uruchomienie, konserwacja
Para przegrzana to źródło energii o wysokiej wartości — potężna, ale wymagająca. Jej niepowtarzalne zalety w zakresie przesyłu energii i wytwarzania mocy wiążą się jednak z dużymi kosztami związанныmi z kompatybilnością urządzeń, efektywnością oraz konserwacją. Kluczem do bezpiecznej i opłacalnej eksploatacji jest prawidłowa redukcja temperatury i ciśnienia pary — czyli przekształcenie pary przegrzanej o wysokiej energii w stabilny, gotowy do użycia procesowego czynnik cieplny.
Poprzez zrozumienie tych zasad oraz zastosowanie rygorystycznego inżynierskiego doboru urządzeń, zakłady przemysłowe mogą maksymalizować wydajność energetyczną, wydłużać żywotność sprzętu, ograniczać ryzyko operacyjne oraz obniżać całkowite koszty.
Potrzebujesz niestandardowego rozwiązania DS/PR?
Skontaktuj się z zespołem inżynierskim firmy Shanghai Xiazhao Valve w celu bezpłatnej oceny systemu i wykonania obliczeń doboru wymiarów dostosowanych do parametrów pary.
Śledź nasze kolejne artykuły: Zaawansowane strategie sterowania w systemach pary przegrzanej oraz przypadki studiów z zakresu oszczędności energii.
Słowa kluczowe SEO (do indeksowania w Google)
para nasycona vs para przegrzana, zalety i wady pary przegrzanej, obniżanie temperatury pary (desuperheating) i redukcja ciśnienia, obliczenia obniżania temperatury pary, zawór redukcyjny ciśnienia dla pary przegrzanej, optymalizacja przemysłowych systemów pary, zawór warunkujący parę, desuperheater z rozpylaniem wody, efektywność energetyczna pary, rozwiązania przemysłowe dla kotłów parowych, stacja desuperheating firmy Xiazhao Valve
3 grupy powszechnie stosowanych tabel obliczeniowych doboru warunków pracy
Poniższe tabele obejmują trzy typowe przemysłowe warunki pracy związane z odparowaniem nadgrzanej pary i redukcją ciśnienia, w tym parametry wejściowe/wyjściowe, wyniki obliczeń oraz zalecane specyfikacje urządzeń, które mogą być bezpośrednio wykorzystane przy projektowaniu inżynierskim.
T tabela 1: Warunki pracy 1 (średnie ciśnienie, średnie natężenie przepływu)
Typ parametru |
Parametry szczegółowe |
Wyniki obliczeń |
Zalecane specyfikacje |
Wejściowa para nadgrzana |
P₁ = 3,0 MPa (abs), T₁ = 350 °C, Q = 15 t/h |
- |
- |
Wyjściowa para docelowa |
P₂ = 0,6 MPa (abs), T₂ = 160 °C |
- |
- |
Woda chłodząca |
t = 25 °C, h_w ≈ 105 kJ/kg |
- |
- |
Spadek ciśnienia (ΔP) |
2,4 MPa |
δP = 2,0 MPa, wielostopniowe (dwustopniowe) obniżanie ciśnienia |
dwustopniowy zawór redukcyjny ciśnienia |
Wartość entalpii (z tabeli pary wodnej) |
h₁ = 3115,7 kJ/kg, h₂ = 2756,8 kJ/kg |
- |
- |
Zapotrzebowanie na wodę do zraszania (G) |
- |
Obliczone G ≈ 2180 kg/h; z zapasem 10 %, G = 2,4 t/h |
Dysza: stal nierdzewna 304, średnica kropelek ≤ 50 μm |
Specyfikacja zaworu |
- |
PN ≥ 3,0 MPa, DN dopasowane do przewodu |
PN 4,0 MPa, DN 80 (dostosowywalne do rzeczywistego przewodu) |
Tabela 2: Warunki pracy 2 (wysokie ciśnienie, wysoki przepływ)
Typ parametru |
Parametry szczegółowe |
Wyniki obliczeń |
Zalecane specyfikacje |
Wejściowa para nadgrzana |
P₁ = 5,0 MPa (abs), T₁ = 420 ℃, Q = 30 t/h |
- |
- |
Wyjściowa para docelowa |
P₂ = 1,0 MPa (abs), T₂ = 180 ℃ |
- |
- |
Woda chłodząca |
t = 28 ℃, h_w ≈ 117,6 kJ/kg |
- |
- |
Spadek ciśnienia (ΔP) |
4.0Mpa |
δP = 2,0 MPa, wielostopniowe (trzystopniowe) obniżanie ciśnienia |
trzystopniowy zawór redukcyjny |
Wartość entalpii (z tabeli pary wodnej) |
h₁ = 3271,9 kJ/kg, h₂ = 2834,8 kJ/kg |
- |
- |
Zapotrzebowanie na wodę do zraszania (G) |
- |
Obliczona wartość G ≈ 5230 kg/h; z zapasem 10 %, G = 5,75 t/h |
Dysza: stal nierdzewna 316SS, średnica kropelek ≤ 50 μm, 2 dysze |
Specyfikacja zaworu |
- |
PN ≥ 5,0 MPa, DN dopasowane do przewodu |
PN 6,3 MPa, DN 100 (możliwe dostosowanie do rzeczywistego przewodu) |
Tabela 3: Warunki pracy 3 (niskie ciśnienie, mały przepływ)
Typ parametru |
Parametry szczegółowe |
Wyniki obliczeń |
Zalecane specyfikacje |
Wejściowa para nadgrzana |
P₁ = 1,6 MPa (bezwzględne), T₁ = 280 ℃, Q = 5 t/h |
- |
- |
Wyjściowa para docelowa |
P₂ = 0,4 MPa (bezwzględne), T₂ = 150 ℃ |
- |
- |
Woda chłodząca |
t = 22 ℃, h_w ≈ 92,4 kJ/kg |
- |
- |
Spadek ciśnienia (ΔP) |
1.2MPa |
δP ≤ 2,0 MPa, jednostopniowe obniżanie ciśnienia |
Jednostopniowy zawór redukcyjny |
Wartość entalpii (z tabeli pary wodnej) |
h₁ = 3034,4 kJ/kg, h₂ = 2748,7 kJ/kg |
- |
- |
Zapotrzebowanie na wodę do zraszania (G) |
- |
Obliczona wartość G ≈ 480 kg/h; z zapasem 10 %, G = 0,53 t/h |
Dysza: stal nierdzewna 304, średnica kropelek ≤ 50 μm |
Specyfikacja zaworu |
- |
PN ≥ 1,6 MPa, DN dopasowane do przewodu |
PN 2,5 MPa, DN 50 (możliwe dostosowanie do rzeczywistego przewodu) |
Uwaga: Wszystkie wyniki obliczeń oparte są na wzorze bilansu entalpii oraz tabeli właściwości termofizycznych pary wodnej, a zapas projektowy wynosi 10%. Zalecane specyfikacje mogą zostać dostosowane zgodnie z rzeczywistymi wymiarami rurociągów i wymaganiami urządzeń na miejscu. W przypadku niestandardowych obliczeń prosimy o kontakt z zespołem inżynierów firmy Shanghai Xiazhao Valve.





 Gorące wiadomości
Gorące wiadomości






