motor operated ball valve
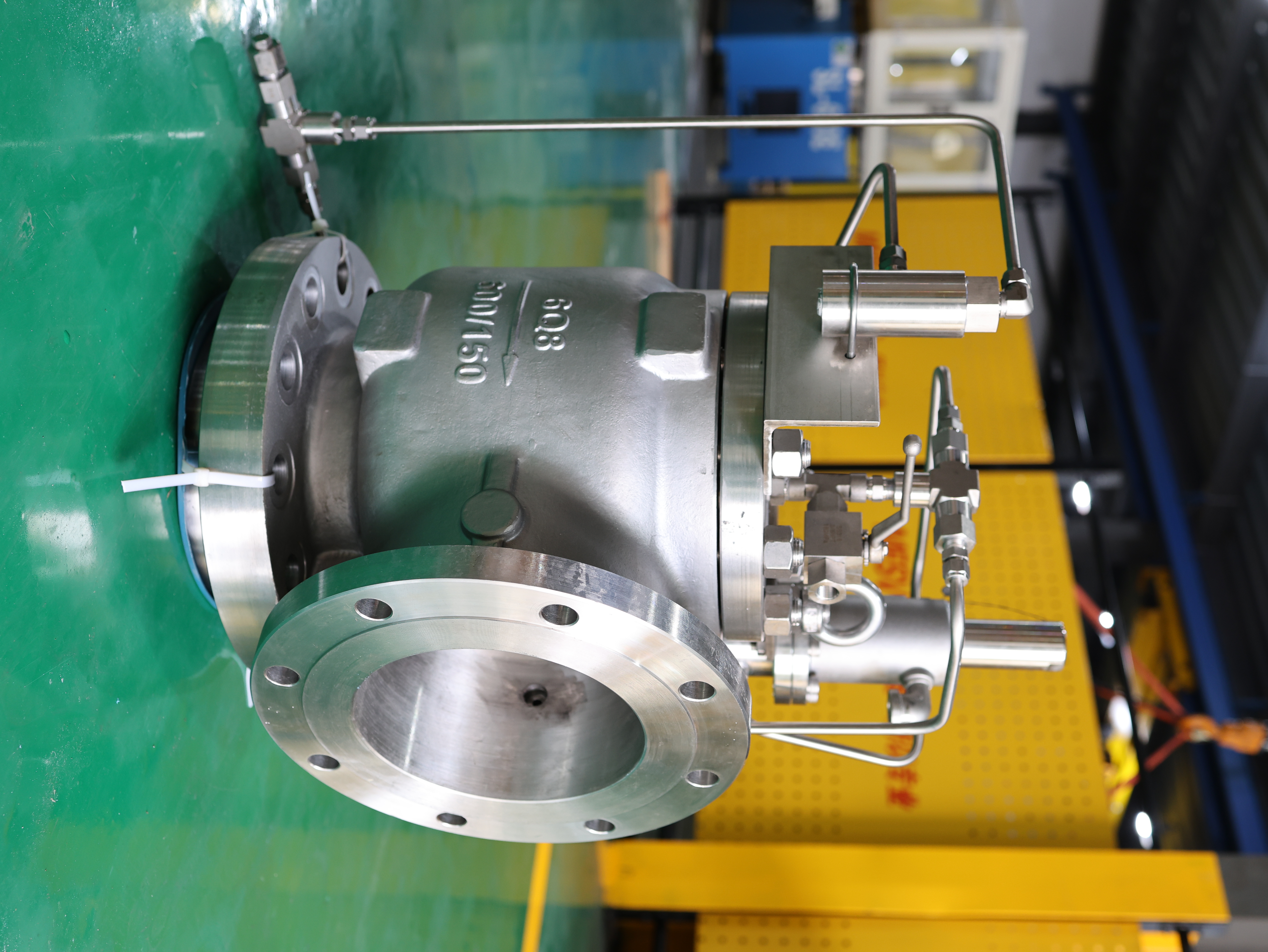
A motor operated ball valve represents a sophisticated integration of mechanical and electrical engineering, designed to provide precise flow control in various industrial applications. This valve system combines a traditional ball valve mechanism with an electric motor actuator, enabling automated control over fluid flow processes. The core component consists of a spherical disc that rotates to control fluid passage, driven by an electric motor that can be operated remotely or through automated systems. The valve's design includes robust sealing elements, position indicators, and manual override capabilities for emergency situations. Advanced models feature modulating control capabilities, allowing for precise flow regulation rather than simple open/close operations. The motor actuator typically incorporates limit switches, torque sensors, and position feedback mechanisms to ensure accurate valve positioning and protection against overload conditions. These valves are engineered to handle a wide range of pressures, temperatures, and fluid types, making them suitable for applications in water treatment, chemical processing, power generation, and HVAC systems. The integration of modern control interfaces enables seamless incorporation into existing industrial automation systems, providing real-time monitoring and control capabilities.