motorized electric ball valve
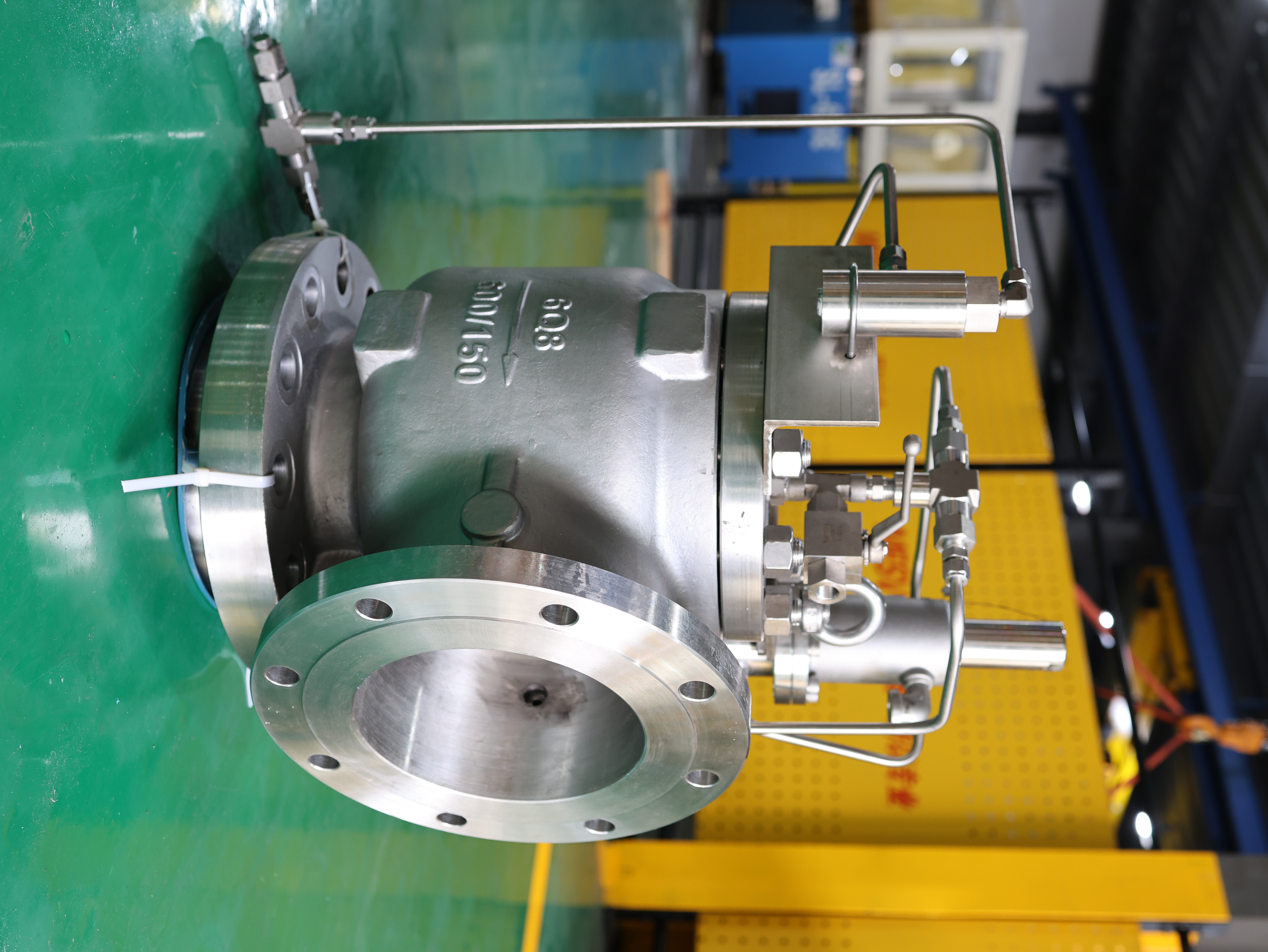
A motorized electric ball valve represents a sophisticated flow control solution that combines mechanical precision with electronic automation. This innovative device consists of a traditional ball valve mechanism coupled with an electric actuator, enabling automated control over fluid or gas flow in various systems. The valve operates through a quarter-turn motion, where an electric motor drives a ball with a bore through its center to either allow or restrict flow. The motorized system can be programmed for precise control, offering multiple positioning capabilities from fully open to fully closed positions. These valves are engineered with advanced features including position indicators, manual override options, and various control interfaces that can integrate with building automation systems. The technology incorporates fail-safe mechanisms, ensuring system safety during power outages, and provides real-time feedback on valve position and operation status. Applications span across numerous industries, from HVAC systems and industrial process control to water treatment facilities and energy management systems. The construction typically features durable materials such as stainless steel, brass, or PVC, making them suitable for diverse environmental conditions and media types. Modern versions often include smart capabilities, allowing for remote operation and monitoring through digital interfaces, making them an essential component in today's automated industrial and commercial applications.