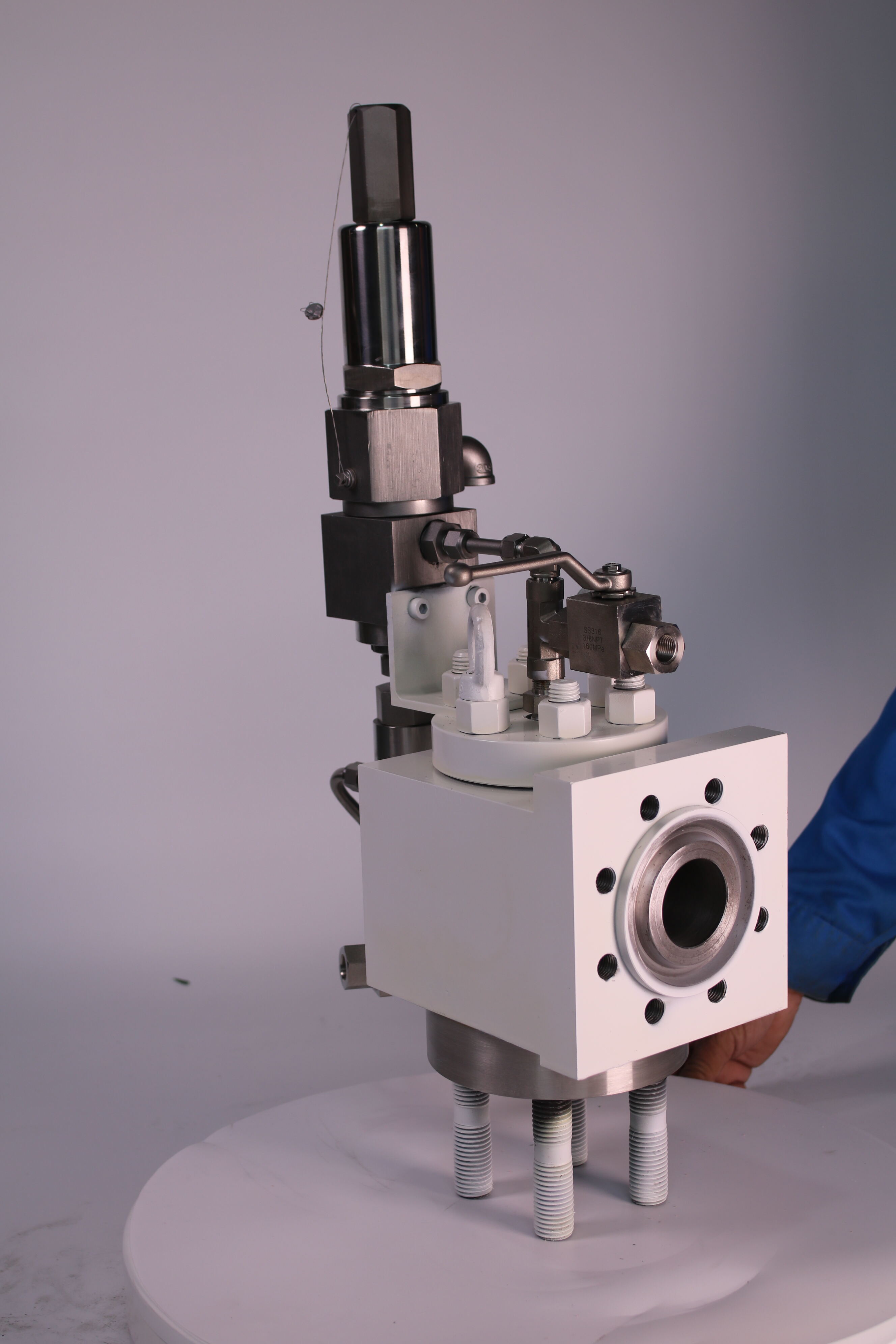
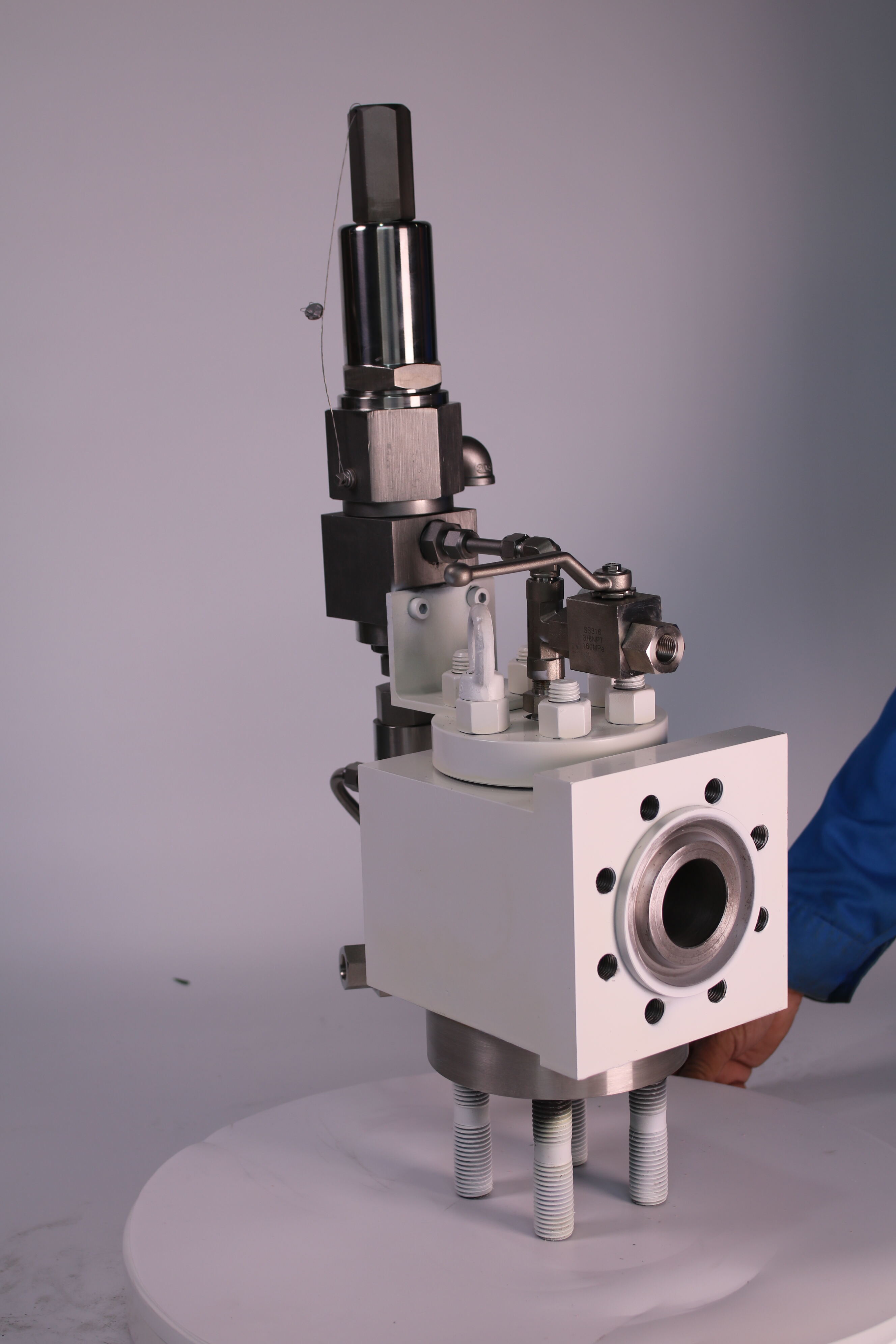
pilot operated float valve
A pilot operated float valve represents a sophisticated fluid control mechanism designed to regulate liquid levels in various industrial applications. This advanced valve system combines the precision of pilot operation with the reliability of float-based sensing to deliver accurate and consistent level control. The valve operates through a two-stage mechanism where the float sensor detects liquid levels and triggers the pilot valve, which then controls the main valve operation. This design allows for handling high pressure and large flow rates while maintaining precise control. The system typically consists of a main valve body, pilot valve mechanism, float assembly, and various control components that work in harmony to maintain desired liquid levels. The valve's innovative design enables it to handle a wide range of fluids and operating conditions, making it particularly valuable in industrial processes, water treatment facilities, and large-scale fluid management systems. Key technological features include adjustable float mechanisms, pressure-balanced operation, and robust construction materials suitable for diverse industrial environments. The valve's ability to operate automatically based on liquid level changes makes it an essential component in modern fluid control systems, offering both reliability and efficiency in maintaining precise liquid levels.